Lesson 5: Separation Processes 2
Lesson 5 Overview
Overview
Video: FSC 432 Lesson 5 (3:29)
Hello. In lesson five, we will pick up the second part of the separation processes. Remember in lesson four, we've talked about distillation as perhaps the most significant separation process.
In this lesson, we will start with the light ends unit. You know that the light ends unit process the lightest fraction of crude oil. We call it the overhead from the distillation column. It ends up as LPG. That is propylene and butane, and the naphtha fractions that are very important for producing gasoline.
Now, since this is the lightest fraction of crude oil, it's simpler in its molecular makeup, so we can begin actually to see individual compounds. So we can use analytical data, like vapor liquid equilibrium, and we could use analytics expressions, equations like Fenske equations to make calculations about the separation of these components, like propane from butane and so forth.
Now, distillation is, of course, one and the most important separation process, but there are other processes that would use other physical properties like the solvent power of compounds, of chemicals. Now, one such technique is called solvent extraction. We could use solvent extraction to fraction the residue that comes from distillation rather than this atmospheric or vacuum distillation residue. It is more common to have the vacuum distillation residue that goes into the solvent fractionation processes.
One important solvent technique is deasphalting, which is done to remove asphalt, the stuff that you put on the road for pavement, and the function, the principal objective of deasphalting is not to make asphalt, really. It is a byproduct, but it to remove asphalt, so what remains after removing the asphalt from the residue could be used for producing more fuels and other more relevant products in downstream processing in a petroleum refinery.
Here you'll see a sample of asphalt that is produced by the deasphalting process by rejecting it from the crude oil using the anti-solvent behavior for anti-solvent phenomenon in the deasphalting process. You can see this is pure asphalt. You need to mix that with aggregates to pave the roads so the bottom of the barrel is solid form here.
Another solvent extraction process is called dewaxing. That removes wax. This is the candle wax, the paraffin wax that we know. Again, the purpose here is not to make candle wax but to remove wax from this heavy fraction of crude oil so that what is left over is a good base stock to make lubricating oils or engine oils.
Overview
This section will continue to discuss the separation processes that are carried out on the distillate products obtained from the atmospheric and vacuum distillation units, and the residue from the vacuum distillation unit, as introduced in Section 4. Light Ends Unit (LEU) fractionates the lightest fraction of crude oil obtained as overhead distillate from the atmospheric column in a series of distillation towers to produce LPG as a refinery product and straight-run light, and heavy naphtha for further processing in finishing and conversion units to produce gasoline streams for the blending pool (Section 3). Vacuum distillation residue (VDR) can be fractionated using solvent extraction (deasphalting) to produce an insoluble (asphalt) and a soluble fraction, deasphalted oil (DAO). DAO can be further processed by freezing point separation in a suitable solvent to separate wax. The remaining dewaxed oil is used as base stock for producing lubricating oil. Heavy vacuum gas oil (HVGO) can also be used as a feedstock for dewaxing.
Learning Outcomes
By the end of this lesson, you should be able to:
- analyze the vapor-liquid equilibrium and evaluate the application of Fenske Equation to distillation in Light Ends Unit;
- describe the principles of solvent fractionation as a separation technique;
- place the Deasphalting Process in the refinery and interpret the significance of this process for refining;
- interpret the gradient solubility model that explains the solution of asphaltenes in resin and oil fractions and analyze the structure of asphaltenes;
- analyze the process parameters for deasphalting and assess the anti-solvent effect;
- evaluate the unit operations of deasphalting and assemble the process flow diagram;
- explain the purpose of dewaxing and examine the physical and chemical dewaxing processes.
What is due for Lesson 5?
This lesson will take us one week to complete. Please refer to the Course Syllabus for specific time frames and due dates. Specific directions for the assignments below can be found on the Assignments page within this lesson.
| Readings | J. H. Gary and G. E. Handwerk, Mark J. Kaiser, Chapter 15 (Lubricating Oil Feedstocks) |
|---|---|
| Assignments | Exam 1 will cover the material in Lessons 1-5. Exam 1 is found in the Exam 1 Module. Exercise 4:
|
Questions?
If you have any questions, please post them to our Help Discussion Forum (not email), located in Canvas. I will check that discussion forum daily to respond. While you are there, feel free to post your own responses if you, too, are able to help out a classmate.
Fractionation in Light Ends Unit (LEU)
Fractionation in Light Ends Unit (LEU)
Because of the low molecular weight and high volatility of the constituents in the overhead distillate, the feedstock to LEU can be analyzed on a molecular basis, using, for example, a gas chromatograph. The hydrocarbon range in overhead distillate (over a boiling point of gas to 380°F mid-boiling point) covers carbon numbers C1 through C10. Because of the relatively simple composition of this feed, the quality of separation in LEU units can be defined in terms of the concentrations of selected hydrocarbon compounds such as propane, butane, and i- butane. Remember that one needs to use the distillation data to define the quality of separation (in terms of ASTM gap, or ASTM overlap) between the adjacent cuts obtained from the side of atmospheric distillation column (Lesson 4).
Figure 5.1 shows the separation scheme in light end towers, where the feed is separated into the distillate (low-boiling point) and bottom (high-boiling point) fractions. Considering a depropanizer unit, the distillate will consist mainly of propane and lighter compounds, whereas the bottoms will contain butane and heavier hydrocarbons. To determine the degree of separation in the light end towers, the first step is to select the key components, which may be real compounds (such as butane, or i-butane), or a pseudo component which is defined by the mid-boiling point of the boiling range (i.e., temperature at which 50%vol of the selected component is evaporated). Two key components (light key and heavy key) must be selected using the two selection rules, as shown in Figure 5.1.
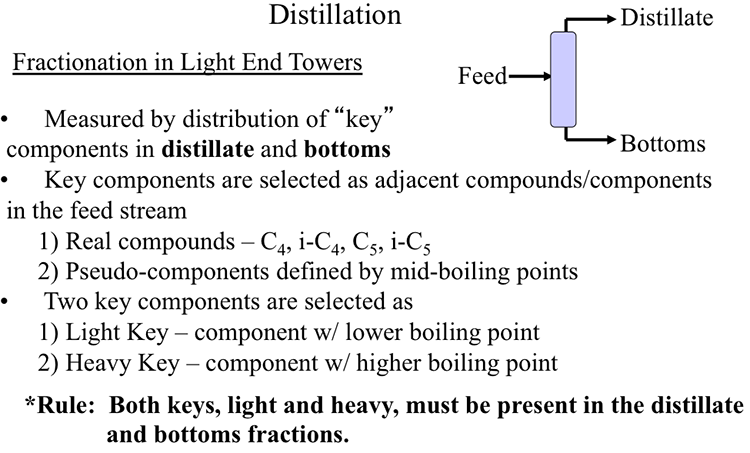
Fractionation in Light End Towers
- Measured by the distribution of “key” components in distillate and bottoms.
-Key components are selected as adjacent compounds/components in the feed stream
1) real compounds – C4, i-C4, C5, i-C5
2) Pseudo-components defined by mid-boiling points
-Two key components are selected as
1) Light Key – component with a lower boiling point
2) Heavy Key – component with a higher boiling point
The key component selection rules are:
- Light key and heavy key should be adjacent compounds (in terms of boiling points) in the feed stream.
- Both light key and heavy key must be present in the distillate and bottom fractions.
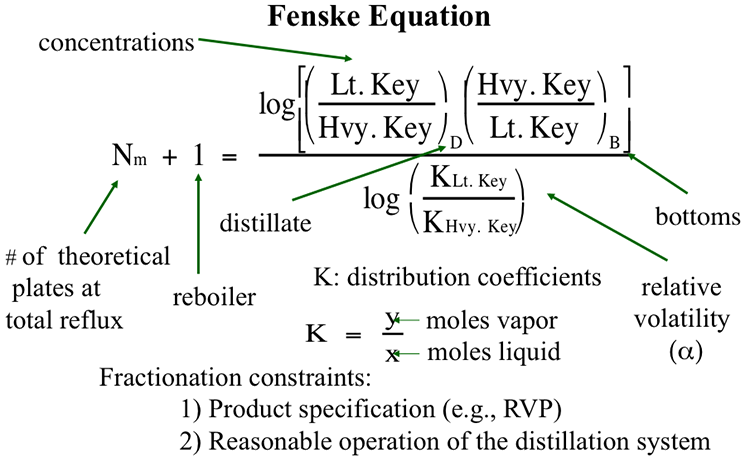
Once the key components are selected, their concentrations in the distillate and bottom fractions and their respective vapor liquid equilibrium coefficients (K values) can be used in the Fenske Equation to calculate the number of theoretical plates (including a reboiler) needed in the distillation column under the ideal condition of total reflux (100% reflux). Figure 5.2 shows the Fenske Equation and defines all the terms used in the equation. The ideal conditions assumed for using the Fenske Equation include 100% plate efficiency (for perfect separation in a plate) and total reflux in the column where no product is drawn as distillate. Total reflux means the whole overhead product is refluxed back to the column. Obviously, to get data on an actual (not an ideal) case of distillation, one needs to make two corrections to obtain the actual number of plates from the number of theoretical plates used in, or calculated by the Fenske Equation: 1) by assuming an actual plate efficiency to correct for 100% plate efficiency), 2) by assuming a correction factor to correct from total reflux (or infinite reflux ratio to the operational (actual) reflux conditions).
It is common to use an actual plate efficiency of 75% (for plate efficiency correction), and a correction factor of 1.5 (for reflux ratio correction) for the operation under a finite (actual) reflux ratio from the total reflux condition. Therefore, these corrections could be made as follows:
# [actual plates (at 75% efficiency) at total reflux] = [theoretical # plates (at 100% efficiency)]/0.75
# [actual plates (at normal reflux)] = 1.5 x [actual plates (at 75% efficiency) at total reflux]
In other words, making both corrections from #theoretical plates used in Fenske equation to #actual plates after both corrections (for plate efficiency and reflux conditions) would give:
# actual plates = ([#theoretical plates used in Fenske Equation]/0.75) x 1.5
Exercise
Exercise
Using the problem definition given in Figure 5.3, calculate n-C4 flow rate in the distillate product, if the debutanizer column has 18 (actual) plates.
Constraint:
The concentration of i- C5 should be <1 mole% of total C4’s and lighter compounds in the distillate product.
Given:
Column efficiency =75%, Reflux correction factor =1.5
Mean tower conditions: 210°F and 110 psig
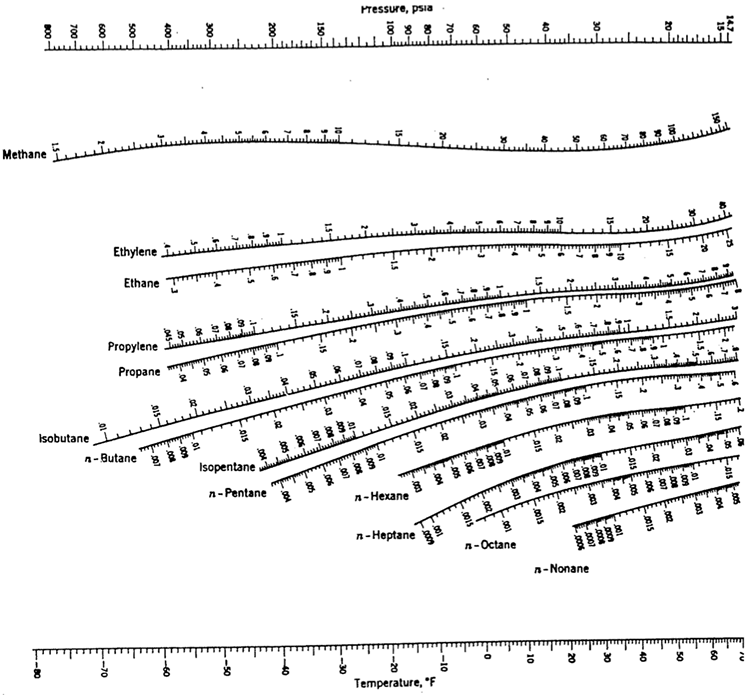
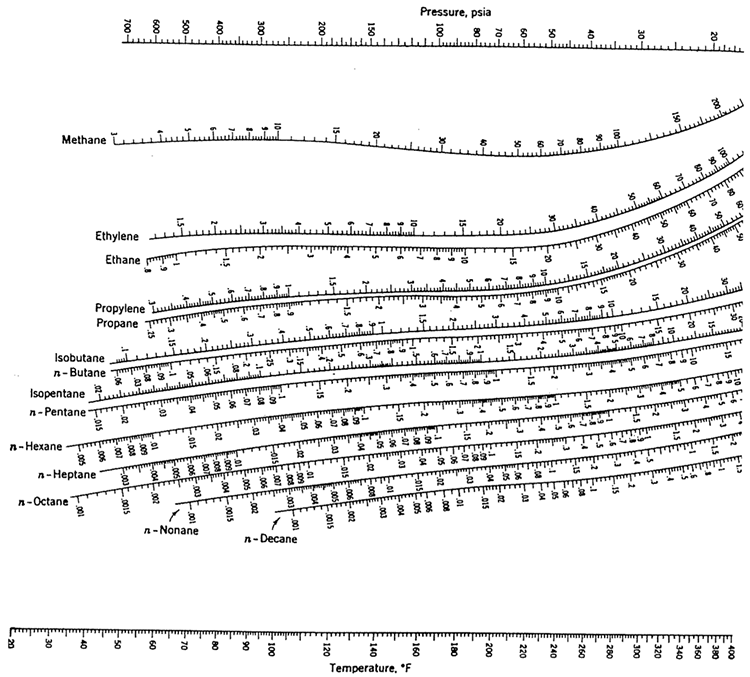
Select appropriate light and heavy keys, and use the K values for the corresponding key compounds using the chart given in Figure 5.4 at the mean tower conditions.
Instructions for Submitting Your Answers:
Once you have calculated your answer, post it in the Exercises Dropbox inside the Lesson 5 folder in Canvas.
If possible, submit a Microsoft Word, or Excel document, showing all the steps in your calculations, indicate the K values you read from the nomograms, and assumptions, if any. You may submit scanned images or clear handwritten pages as a pdf that is less than 2 MB in size.
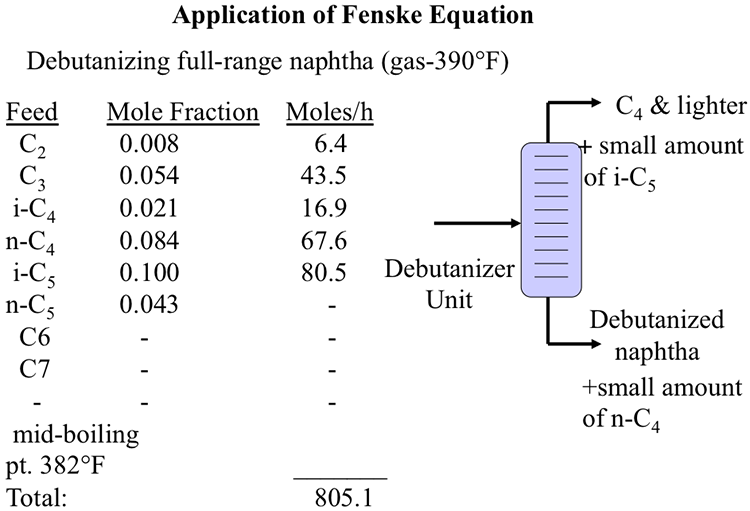
Application of Fenske Equation
Image shows a debutanizer unit which splits full-range naphtha (gas – 390*) into C4 & lighter (with small amounts of i-C5) and debutanized naphtha (and a small amount of n-C4)
It also notes that the mid-boiling point is 382*F and that the total is 805.1
| Feed | Mole Fraction | Moles/h |
|---|---|---|
| C2 | 0.008 | 6.4 |
| C3 | 0.054 | 43.5 |
| i-C4 | 0.021 | 16.9 |
| C4 | 0.084 | 67.6 |
| i-C5 | 0.1 | 80.5 |
| C5 | 0.043 | - |
| C6 | - | - |
| C7 | - | - |
Deasphalting
Deasphalting
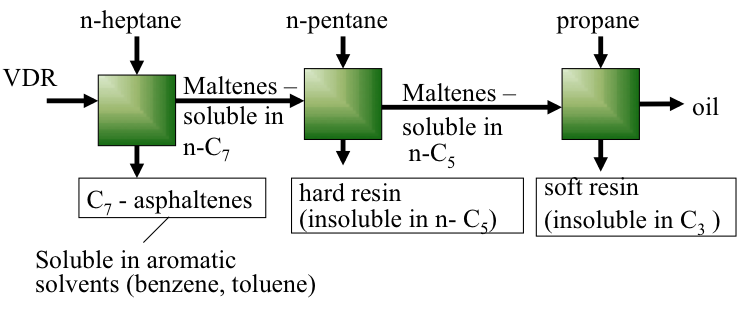
While distillation achieves separation/fractionation of the feed components with respect to differences in their boiling point, deasphalting (as a solvent extraction process) fractionates the feedstock, atmospheric, or more often vacuum distillation residue (VDR), with respect to solubility/insolubility of molecular components in a given solvent. Figure 5.5 shows a solvent fractionation scheme used in laboratories to separate VDR into fractions that are defined based on the solubility behavior. VDR, which could be a solid at ambient temperature, is completely dissolved in aromatic solvents such as benzene and toluene. The highest molecular weight components of VDR classified as “asphaltene” can be separated by precipitation (as solid material) when a light paraffin solvent is mixed with VDR solubilized in an aromatic solvent (e.g., toluene). The paraffin solvent used (e.g., n-heptane) defines the identity of the separated asphaltenes (e.g., toluene soluble and n-heptane insolubles). The portion of VDR that is soluble in the paraffin solvent is called maltenes, but also labeled with respect to the solvent used in the separation, i.e., n-heptane maltenes. As can be seen in Figure 5.5, the n-heptane solubles can further be separated using n-pentane (a lighter and a weaker solvent) into insoluble (hard resin) and soluble (n-pentane solubles) fractions. The n-pentane solubles can also be separated using a lighter solvent yet (propane) to soft resin and oil products. In refinery practice, only one stage of separation is used, using the lightest solvent (e.g., propane) to produce asphalt and deasphalted oil (DAO) fractions, as discussed later in this section.
Asphaltenes consist of high-molecular weight compounds with strong aromatic character and contain the highest concentrations of heteroatom (S, N, and metal) species. Because of the low H/C ratio of asphaltenes and resins, the deasphalting process can be considered as a “carbon rejection” process, yielding a high H/C ratio product (i.e., oil) after removing the asphaltenes and resins, as, typically, lower value byproducts.
Gradient Solubility Model
Gradient Solubility Model
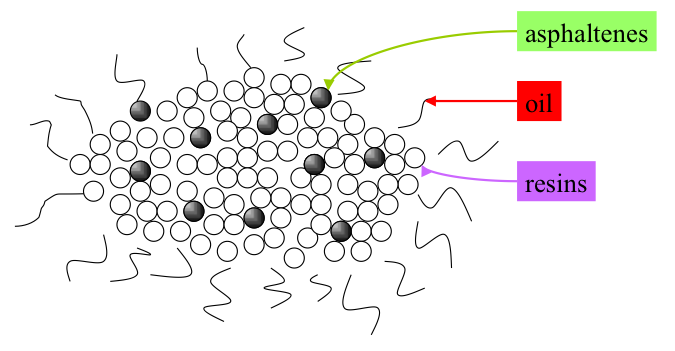
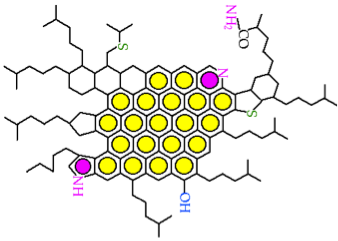
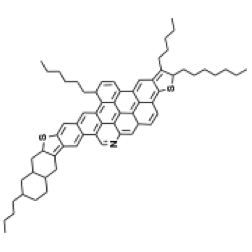
Because of the large disparity in structure and properties of asphaltenes and oil fractions in VDR, it is surprising that VDR appears as a solution (one-phase material) rather than a suspension of discrete asphaltene particles in VDR. A commonly accepted hypothesis to explain the single phase observed with VDR is known as the gradient solubility model, illustrated in Figure 5.6. The model claims that asphaltene molecules (depicted as dark spheres in Figure 5.6a) can be dissolved in resins (light spheres) and the resulting solution can be dissolved in oil (wiggly lines), thus producing a single phase solution. Some model molecular structures proposed for asphaltenes are shown in Figures 5.6b and 5.6c. There is a more widespread acceptance of the smaller molecular structures shown in 6c, as better representatives of asphaltenes molecules among the asphaltene researchers.
The gradient solubility model offers an explanation of how asphaltenes can be forced out of the solution in VDR by solvent extraction. Briefly, the solubility of a compound in a given solvent depends on the strength of the solvent that is measured by Hildebrand Solubility Parameters (HSP) for non-polar solvents. The two definitions of HSP are given in Figure 5.7, indicating the dependence of the parameter values on surface tension and molar volume of the solvent (1st Hildebrand parameter), or on the energy of vaporization (heat necessary to evaporate the solvent under constant volume conditions) and molar volume (2nd Hildebrand Parameter), respectively. These parameters correlate well with one another, and each can be used without any preference to express the dissolving power of a solvent. A discussion of the Solution Theory is beyond the scope of this course, but it would suffice to consider that solubility parameter increases with the increasing density (decreasing molar volume) and increasing surface tension, or increasing latent heat of vaporization. This explains why aromatic solvents have higher solvent power than aliphatic hydrocarbons, and why the solvent power of paraffins decreases with the decreasing carbon number.
It is now possible to explain that using a large volume of a paraffin solvent, added to dissolved VDR in a laboratory experiment, effectively disrupts the gradient solubility of asphaltenes, and as a result, asphaltenes precipitate as solid particles and can be filtered out for recovery. In refinery deasphalting process, however, e.g., in propane deasphalting [1], lower quantities of solvent (or lower solvent to resid (S/R) ratio) is used to separate asphalt (asphaltenes + resins) and deasphalted oil (DAO).
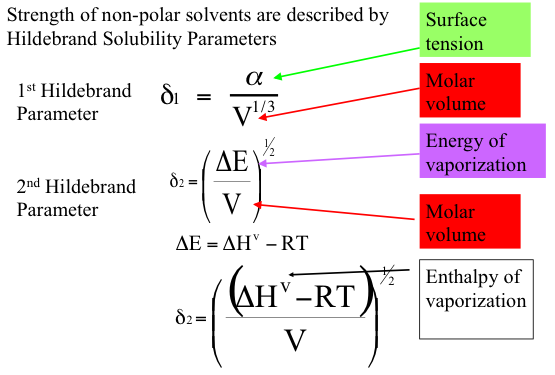
Strength of non-polar solvents are described by Hildebrand Solubility Parameters.
1st Hildebrand Parameter:
$$\delta _ { 1 } = \frac { \alpha } { V ^ { 1 / 3 } }$$
2nd Hildebrand Parameter:
$$\delta _ { 2 } = ( \frac { \Delta E } { V } ) ^ { 1 / 2 }$$
$$\Delta E = \Delta H ^ { v } – RT$$
$$\delta _ { 2 } = ( \frac { ( \Delta H ^ { v } - R T ) } { V } ) ^ { 1 / 2 }$$
Key: α = Surface Tension, V = Molar Volume; ΔE = Energy of Vaporization;ΔH=Enthalpy of Vaporization
[1] Petroleum Refining, by J. H. Gary, G. E. Handwerk, M. J. Kaiser, 5th Edition, CRC Press NY, 2007, Chapter 15, pp.311-312.
Deasphalting Process
Deasphalting Process
Figure 5.8 places the deasphalting process in a refinery flow scheme as an intermediate process between vacuum distillation and dewaxing processes, for producing the refinery output streams as asphalt deasphalted oil (DAO), which can be directed to another separation process, dewaxing, to produce lubricating oil base stock and wax, or can be sent to conversion units such as hydrocracking to produce light and middle distillate fuels. It is important to note that the deasphalting process is an upgrading process to transform VDR into marketable products, and/or convert it to distillate fuels that command high demands.
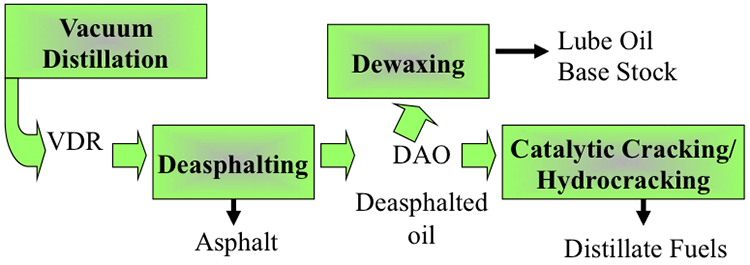
The two objectives of the deasphalting process are:
- Produce asphalt - as final product.
- Remove asphaltenes to prevent coke, or metal buildup on catalyst in further processing of DAO.
Depending on the properties of the VDR and prevailing markets, the emphasis could be placed on one of these objectives. Remember that aromatic asphaltic crudes are more expensive to convert into distillate fuels. Such crudes could be processed readily into making high yields of asphalt and serve the asphalt market. With lighter crudes, the principal focus could be on removing the asphaltenes from VDR so that DAO produced can be used in conversion processes with a lower extent of problems caused by asphaltenes such as coke buildup, or metals buildup on catalysts in, for example, hydrotreating or hydrocracking reactions.
Simplified Flow Diagram of a Deasphalting Process
Simplified Flow Diagram of a Deasphalting Process
Figure 5.9 shows a simplified flow diagram of a propane deasphalting process. See a more detailed flow diagram in your textbook, along with a description of the operating conditions in the commercial process. As the first step in deasphalting, residue (feedstock) is mixed with four to eight times the volume of liquid propane. Heavier residua require a higher solvent to residue (S/R ) ratio for effective separation of asphalt. Following the precipitation of asphalt, DAO, and asphalt are separated, and each stream is purified and flashed to recover and recycle the propane solvent, as shown in Figure 5.9.
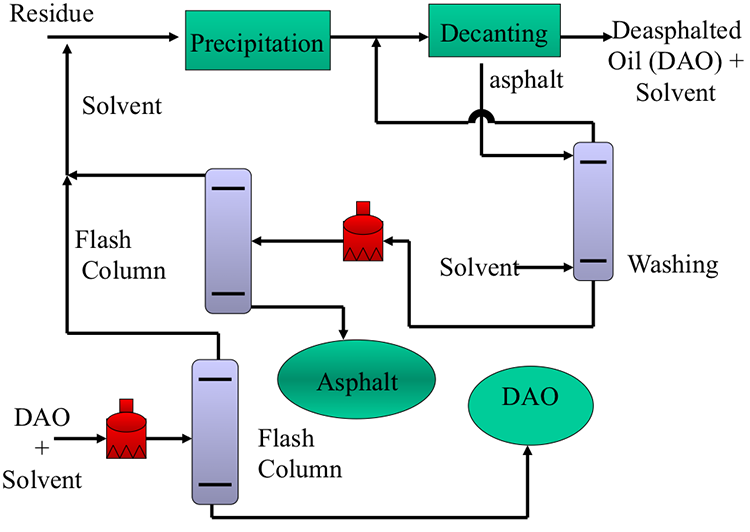
The four-unit operations of deasphalting illustrated in the process flow diagram are:
- Flocculation (& precipitation) of asphaltenes
- Asphalt decanting - separation
- Asphalt washing - to remove entrained oil
- Solvent recovery and recycle
[1] Petroleum Refining, by J. H. Gary, G. E. Handwerk, M. J. Kaiser, 5th Edition, CRC Press NY, 2007, Chapter 15, pp.311-312.
Asphaltene Yield
Asphaltene Yield
Independent variables in the deasphalting process include the solvent used, pressure, temperature, S/R, and contact time. These variables can be controlled to obtain the optimum conditions for the desired separation in deasphalting. One of the important dependent variables in the process is the asphaltene yield. Figure 5.10 shows, in qualitative plots, how asphaltene yield varies as a function of the process parameters.
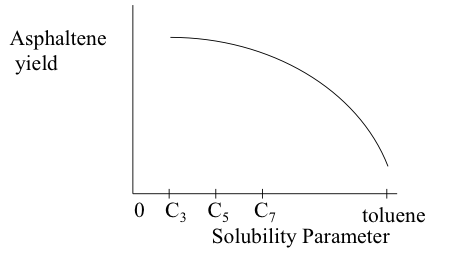
Solubility Parameter of the Solvent
Solubility Parameter of the Solvent
Solubility parameter of the solvent is a key a variable that affects asphaltene yield. Asphaltene is completely soluble in toluene, which has a high solubility parameter. Therefore, the asphaltene yield with toluene will be zero (Figure 5.10a). Propane (C3,) which has the lowest solubility parameter among the solvents given in the plot, will give the highest asphaltene yield.
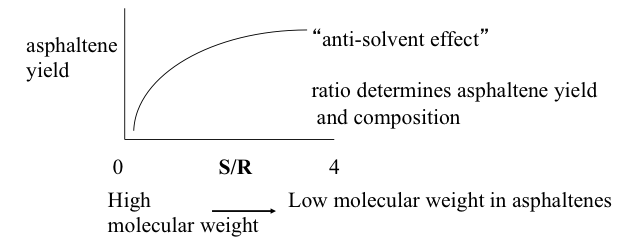
Figure 5.10b shows that asphaltene yield increases with the increasing solvent/residue ratio used in the process. This is an unusual behavior for solvent extraction because, typically, the yield of an insoluble fraction would decrease with the increasing quantity of solvent used in the extraction behavior. The unusual behavior seen in Fig. 5.10b is termed as the “anti-solvent effect.” This relates to the gradient theory of asphaltene solubility in crude oil (or in VDR) such that larger quantities of paraffin solvent used in the process more effectively disrupt the gradient solubility by removing more oils from VDR, forcing the asphalt fraction (asphaltene+resin) to separate out. One should point out here that the molecular composition of the asphaltenes would vary significantly along with the yield of asphaltenes in the plot shown in Figure 5.10b. As the yield of asphaltenes increases with the increasing S/R, lower molecular weight asphaltenes would be progressively included in the separated asphaltenes. In other words, for a given process, low yields of asphaltenes (obtained at low S/R) would contain the highest molecular weight and highly aromatic compounds, whereas asphaltenes obtained at high yield with high SR ratio would include a broader range of molecular weight and aromaticity in the separated asphaltenes.
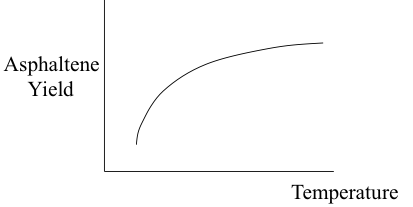
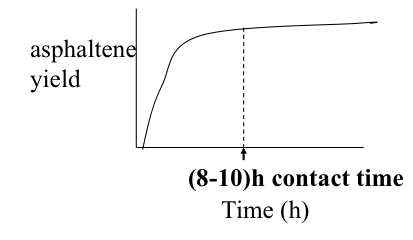
The consideration of variable asphaltene composition would also apply to the asphaltenes separated with different paraffin solvents, as shown in Figure 5.4b. In this case, lower yields of asphaltenes obtained with C7 (n-heptane) will be associated with heavier and more aromatic asphaltenes than those obtained with propane (C3). These observations relate to the absence of a precise molecular definition to express the complex of asphaltenes, but the need to use an operational definition on the basis of solubility/insolubility in a given solvent. It should, therefore, be remembered that the composition of the asphaltenes, or asphalt produced in a refinery would not only depend on the properties and composition of the parent crude oil, but also on the solvent, as well as the S/R ratio used in the process among other factors, such as temperature and pressure as they affect the solubility parameters of the solvent. Figure 5.10c shows the dependence of asphaltene yield on temperature, as explained by the decreasing solubility parameter of the solvent used in this case with the increasing temperature. A sufficient amount of contact time with paraffin is necessary for good asphaltene separation. The 8-10 h contact time refers to batch experiments in the laboratory. In flow systems of commercial deasphalting, the contact time necessary for the desired separation of asphalt is much shorter.
Dewaxing
Dewaxing
Another important separation process in petroleum refining is removal of wax. The process of dewaxing is introduced and discussed in the next subsection.
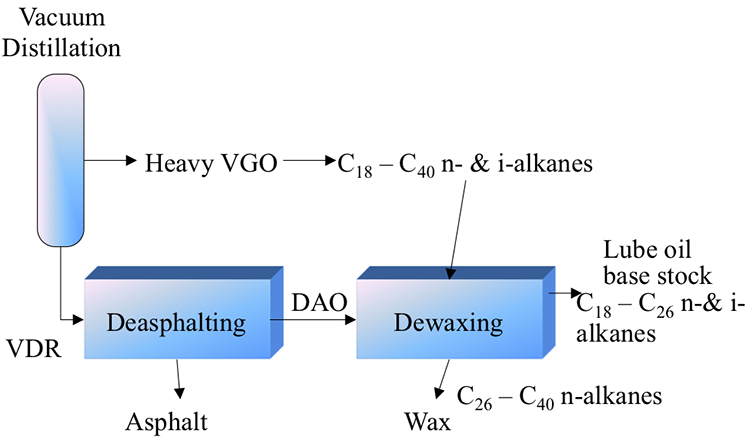
Figure 5.11 locates the dewaxing process in the refinery landscape. The feedstocks to dewaxing include DAO from deasphalting, and HVGO from vacuum distillation as shown in Figure 5.11 along with some compositional characteristics of the feedstock and the dewaxing product. Note that wax (long-chain paraffins) obtained in dewaxing is a marketable by-product. Lubricating oil base stock is the principal product of interest. The main purpose of dewaxing is to remove hydrocarbons that solidify readily (i.e., wax) for making lubricating oil base stock with low pour points (-9 to 14°F).
In addition to low pour points, other important properties of lube oil base stocks include:
- Volatility – should be low to keep oil in the liquid phase during engine operation. Vapors are not good lubricants.
- Viscosity– important to control because of lubrication and heat transfer considerations. Moderate viscosities are desired. Low viscosity may not provide the required lubrication and lead to high friction between metal parts. High viscosity causes loss of energy.
- Viscosity Index (change in viscosity with temperature) – small change in viscosity is desired over a wide temperature oil, i.e., high viscosity index (HVI). HVI ensures that the lube oil functions well at both cold start and at high temperatures generated by the engines.
- Thermal Stability – High thermal stability (or small degree of thermal degradation at high temperatures) is necessary to minimize viscosity loss and coke deposition on metal surfaces.
All of these properties depend on the molecular composition of the hydrocarbons constituting the lubricating oil base stocks. Commercial engine oils and other commercial lube oils are formulated with chemical additives that would enhance the performance of the base stocks.
Two commercial methods of dewaxing are:
- Solvent dewaxing - physical process; separation of wax by freezing and solvent transport.
- Catalytic dewaxing - chemical process; removal of wax by selective reaction of long chain n-alkanes (wax).
Solvent Dewaxing
Solvent Dewaxing
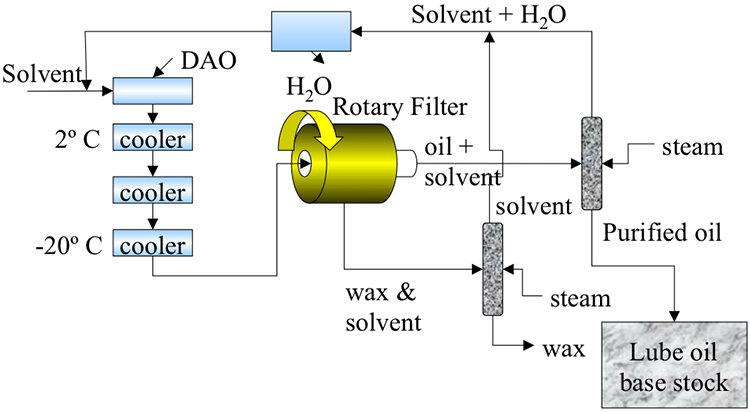
Figure 5.12 shows a general scheme of solvent dewaxing that uses stage-wise refrigeration of the feedstock after it is mixed with the solvent. The lowest temperature used in the refrigeration cascade depends on the desired pour point of the lube oil's base stock product. Upon refrigeration, wax compounds solidify to form crystals. Wax crystals are carried in the solvent to a rotary filter, where wax is separated on a filter cloth covering the rotating drum. The layer of wax (filter cake) on the drum is scraped from the filter by a blade and carried away in a solvent stream to a steam-stripping unit to recover and recycle the solvent separated from the wax product. The wax product, called slack wax, can be used to make paraffin wax for candles, microwax used in the cosmetics industry, and petrolatum for petroleum jelly. The dewaxed oil from the filtration unit is also steam stripped to recover the solvent to produce the lube oil base stock.
The two principal solvents used in solvent dewaxing units are methyl ethyl ketone (MEK) and propane. Although the majority of dewaxing units in the U.S. refineries use MEK), some advantages of using propane as a solvent compared to MEK include the following [2]:
- Propane is used both as a diluent and as a refrigerant
- Lower capital investment
- Refrigeration energy savings
- Higher filtration rates
- Rejection of asphaltenes and resins in the feed
- Higher VI than ketone dewaxing
[2] Petroleum Refining, by J. H. Gary, G. E. Handwerk, M. J. Kaiser, 5th Edition, CRC Press NY, 2007, Chapter 15, pp.318-321.
Catalytic Dewaxing
Catalytic Dewaxing
Although included under the separation processes, catalytic dewaxing is actually a low-severity conversion process involving a selective catalytic cracking of n-paraffins. Because of removing wax (long chain n-paraffins) by chemical reaction, the process is called dewaxing. The selective cracking of n-alkanes takes place in the pores of molecular sieve catalysts (zeolites) with pore openings in the order of 0.6nm, which keep i-paraffins out because of their larger size due to branching in the hydrocarbon skeleton, as shown in Figure 5.13. This selective cracking increases the ratio of i-paraffins to n-paraffins in the product and lowers its pour point. Hydrogen is introduced along with the feed to prevent coking on the catalyst surfaces (Figure 5.14). The cracking of n-paraffins produces distillate fuels such as gasoline as a by-product from catalytic dewaxing.
The advantages of catalytic dewaxing include [3]:
- production of lube base stock with lower pour point and in higher yield compared to the product obtained from solvent dewaxing. Low yield from solvent dewaxing results from the difficulty of separating the oil from the wax;
- lower capital investment;
- good product stability;
- flexibility to produce both lube oil base stock and light distillates.
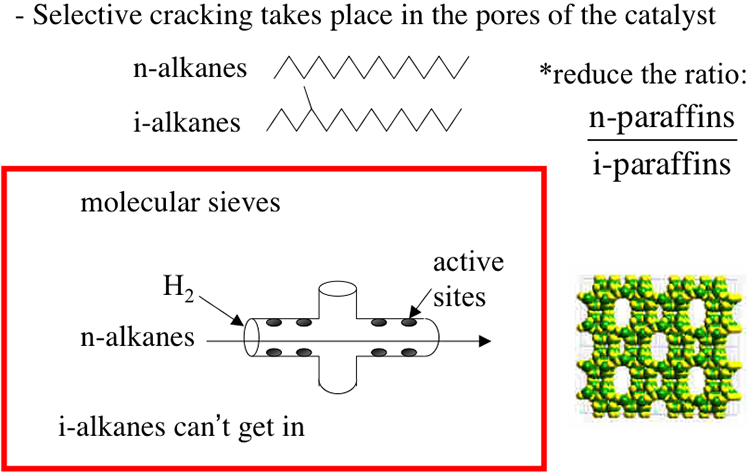
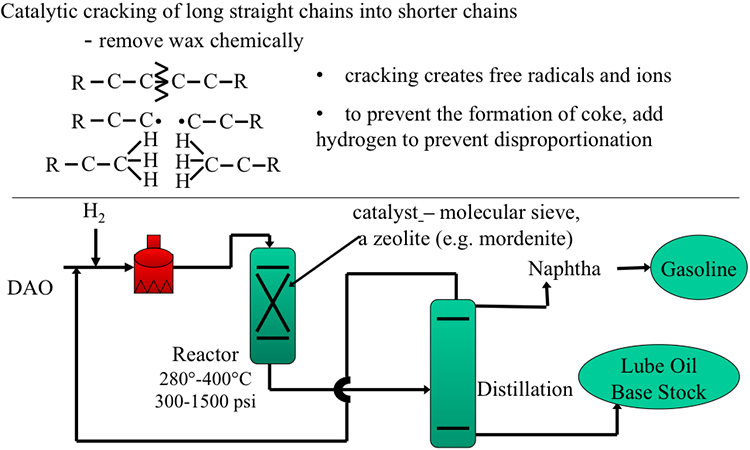
Image Reads:
Catalytic cracking of long straight chains into shorter chains
-Remove wax chemically
-cracking creates free radicals
-to prevent the formation of coke, add hydrogen to prevent disproportionation
The image also includes a simplified diagram:
DAO enters a heater with hydrogen gas present, then it goes into a reactor, 280°-400°C, at 300-1500 psi. In the reactor, there is a catalyst – a molecular sieve, a zeolite (e.g. mordenite). From there it goes to distillation which separates naphtha (becomes gasoline) and lube oil base stock.
[3] Petroleum Refining, by J. H. Gary, G. E. Handwerk, M. J. Kaiser, 5th Edition, CRC Press NY, 2007, Chapter 15, pp.321-322.
Self-Check Questions
Please take a few minutes to answer the questions before attempting this week's assessments. Click Check when you are happy with your answers.
Assignments
Assignment Reminder
Each week, you will be required to do a number of assignments. This week, in addition to the reading assignments listed on the overview page, Exercise 4 is due as well as Exam 1 which will cover everything in Lesson 1-5.
Exam 1
Exam 1 will cover the material in Lessons 1-5. Check the Syllabus and Course Calendar for Exam 1 schedule and venue.
Exercise 4
Exercise 4 Instructions
Work on the questions using MS Word, Excel, or PowerPoint and save your work as a PDF to submit to the assignment which accepts only PDF documents. Submit both parts of this exercise as one PDF document.
Part 1:
Using the problem definition given in Figure 5.3 below, calculate the n-C4 flow rate in the distillate product, if the debutanizer column has 18 (actual) plates.
Constraint:
The concentration of i- C5 should be <1 mole% of total C4’s and lighter compounds in the distillate product.
Given:
Column efficiency =75%, Reflux correction factor =1.5
Mean tower conditions : 210°F and 110 psig
Select appropriate light and heavy keys, and use the K values for the corresponding key compounds using the chart given in Figure 5.4 at the mean tower conditions.
Application of Fenske Equation
Image shows a debutanizer unit which splits full-range naphtha (gas – 390*) into C4 & lighter (with small amounts of i-C5) and debutanized naphtha (and a small amount of n-C4)
It also notes that the mid-boiling point is 382*F and that the total is 805.1
| Feed | Mole Fraction | Moles/h |
|---|---|---|
| C2 | 0.008 | 6.4 |
| C3 | 0.054 | 43.5 |
| i-C4 | 0.021 | 16.9 |
| C4 | 0.084 | 67.6 |
| i-C5 | 0.1 | 80.5 |
| C5 | 0.043 | - |
| C6 | - | - |
| C7 | - | - |
Part 2:
A refinery in Northwest Pennsylvania produces asphalt as an important product that brings revenue, particularly during the summer months. In late fall this refinery switches operations to produce more fuel oil from VDR for the coming winter months, producing still some asphalt, but in lower quantity. Explain which of the following switches will take place in the refinery in about a month, and why? 40 pts
a) Switch the deasphalting solvent from propane to pentane.
b) Switch the deasphalting solvent from pentane to propane.
Would the summer, or winter asphalt product be “heavier”? Explain why.
Instructions for Submitting Your Answers
Submit your answers as a PDF in the Exercise 4 assignment inside the Lesson 5 Module, showing all the steps in your calculations, indicate the K values you read from the nomograms, and state your assumptions, if any.
Important Note: You may submit scanned images or clear handwritten pages as a PDF that is less than 2 MB in size for this exercise. The scanned pages should relate to using the graphs for solving the problem. The rest should be type-written for ease of reading when grading.
Once you have a solution to the exercises, you will submit your answers as a PDF by uploading your file to be graded.
Please follow the instructions below.
- Find the Exercise 4 assignment in the Lesson 5 Module by either clicking Next until you find it or by clicking Assignments and scrolling down until you find it.
- Make sure that your name is in the document title before uploading it to the correct assignment (i.e. Lesson5_Exercise4_Tom Smith).
Summary and Final Tasks
Summary
Separation of the lowest-boiling fraction of the crude oil is carried out in Light Ends Unit using distillation columns that may yield almost pure products, such as propane and butane. Because of the simple molecular composition of the light ends, it is possible to use the data on vapor liquid equilibrium coefficients of pure compounds. On the heaviest end of the crude oil, Vacuum Distillation Residue can be processed using solvent extraction to separate asphalt from the residue to produce deasphalted oil for further treatment either by dewaxing to produce lubricating oil base stock, or by conversion reactions to produce distillate fuels from the deasphalted oil.
Learning Outcomes
You should now be able to:
- analyze the vapor-liquid equilibrium and evaluate the application of Fenske Equation to distillation in Light Ends Unit;
- describe the principles of solvent fractionation as a separation technique;
- place the Deasphalting Process in the refinery and interpret the significance of this process for refining;
- interpret the gradient solubility model that explains the solution of asphaltenes in resin and oil fractions and analyze the structure of asphaltenes;
- analyze the process parameters for deasphalting and assess the anti-solvent effect;
- evaluate the unit operations of deasphalting and assemble the process flow diagram;
- explain the purpose of dewaxing and examine the physical and chemical dewaxing processes.
Reminder - Complete all of the Lesson 5 tasks!
You have reached the end of Lesson 5! Double-check the to-do list below to make sure you have completed all of the activities listed there before you begin Lesson 6. Please refer to the Course Syllabus for specific time frames and due dates. Specific directions for the assignments below can be found within this lesson.
| Readings | J. H. Gary and G. E. Handwerk, Chapter 15 (Lubricating Oil Feedstocks) |
|---|---|
| Assignments | Exam 1: Will cover the material in Lessons 1-5. Exam 1 is found in the Exam 1 Module. Exercise 4:
|
Questions?
If you have any questions, please post them to our Help Discussion (not email), located in Canvas. I will check that discussion forum daily to respond. While you are there, feel free to post your own responses if you, too, are able to help out a classmate.